面向选矿生产流程的MES工厂模型映射方法研究
王建国 朱江
1. 中国铜业有限公司 云南 昆明 650051;
2. 中国科学院沈阳自动化研究所 辽宁 沈阳 110016;
3. 中国科学院机器人与智能制造创新研究院 辽宁 沈阳 110016
选矿流程生产模式包括流程行业的连续型生产和离散行业的分散式区域生产。制造执行系统(MES,Manufacturing Execution System)作为制造业常用的一种生产管控系统,其中工厂建模功能是制造执行系统重要基础功能,对工厂的生产设备、生产工序进行建模,通过模型来为其他业务模块如生产计划、质量管理等提供基础数据支撑[1]。在现有工厂建模技术中,一般对串行的连续工序可以清晰地描述[2]。但在实际制造业生产中,串行结合离散式的生产线比比皆是,现有建模技术对这种混合式生产流程支撑不足,无法定义工序与工序、设备与设备之间一对多、多对一、多对多的关系,无法定义刚性生产线、并行生产工序。综上所述,如何对混合流程生产模式进行工厂建模,通过模型描述复杂工序关系,是目前技术人员急需解决的问题。
针对面向选矿流程生产模式的工厂模型映射方法,通过定义选矿流程生产模式下复杂工序之间的绑定关系,为其他业务模块提供基础模型数据。主要方法为通过拖拽方式建立物理模型和逻辑模型,根据工序对物理模型和逻辑模型进行绑定,实现二者之间的映射。主要分为物理模型、逻辑模型、模型映射三个模块[3]。
存在依次所属关系的物理节点构成物理模型,多个物理节点分别表示集团、公司、部门、区域/生产线组、子区域/生产线、生产单元和设备。所述生产单元具有类型属性和人员属性,所述类型属性用于表示为生产类、仓储类、质检类;
所述人员属性用于表示在生产单元工作的人员。统一节拍的多个生产单元构建为刚性生产单元组,刚性生产线组中的生产单元生产节拍一致,同时开工、同时结束,对于刚性生产单元组,获取包含多个节点的刚性生产单元组边框左上角坐标、右下角坐标,得到覆盖区域,生成囊括所选节点的外层区域框,将该区域框中的所有生产单元节点绑定为同一生产节拍。
物理模型是对工厂的区域、设备等实物的实际位置与连接建模,将物理模型划分为7个层次,从上至下分别为集团、公司、部门、区域/生产线组、子区域/生产线、生产单元和设备。其中一至三层集团、公司、部门表示一个工厂的组织结构。其中四至七层表示一个工厂的物理布局。通过制造执行系统(MES,Manufacturing Execution System)的图形化操作界面拖拽方框和连线。方框表示物理模型中的节点,连线表示节点与节点之间的方向。制造执行系统(MES,Manufacturing Execution System)提供七种方框,每种方框代表物料模型中的一层节点。其中第一层节点表示集团,第二层节点表示集团下面的公司,第三层节点表示公司下面的部门,第四层节点表示部门下面的区域组或者生产线组。只有生产部门具有区域组或者生产线组,管理部门没有,所以仅有生产部门节点可以配置第四层节点,第五层节点表示区域组或者生产线组下面的一块区域或者一条生产线,第六层节点表示一块区域或者一条生产线下面的生产单元,第七层节点表示生产单元下面的设备。

图1 物理模型结构图
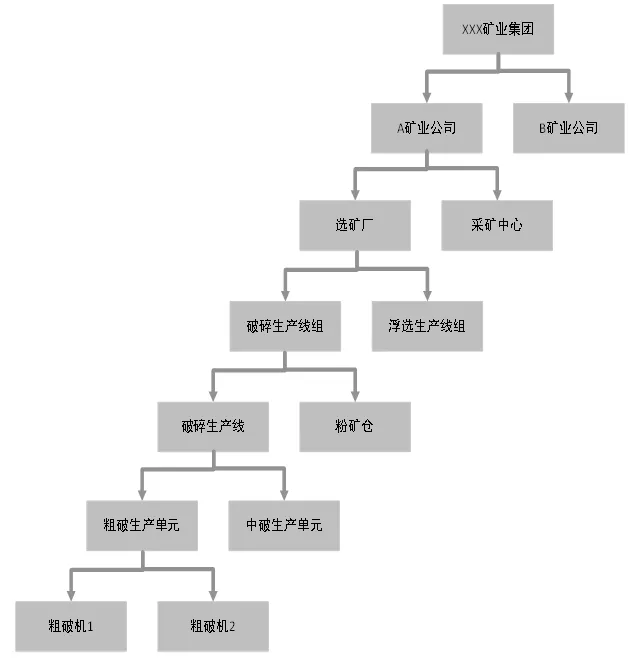
图2 物理模型实施实例图
首先定义产品工艺路线,产品工艺路线属性包括ID、编码、名称、版本、创建日期、创建人。根据工艺建立工序节点,每一个节点表示一个工序,工序节点属性包括工序ID 、工序编码、工序名称;
工序节点与工序节点设置连接线,并使连接线具备方向,以表示工序进行的方向。选择两个或以上的工序节点构成并行工序组,所述并行工序组的决策类型包括操作员决策、任一完成和同时完成;
所述操作员决策,用于表示人为决定选择某一工序执行;
所述任一完成,用于表示由任一工序执行;
所述同时完成,用于表示并行工序组内全部工序完成。统一节拍的一组工序构成刚性工序组,所述刚性工序组中的工序生产节拍一致,同时开工、同时结束;
对于刚性工序组,获取包含多个节点的刚性工序组边框左上角坐标、右下角坐标,得到覆盖区域,生成囊括所选节点的外层区域框;
将该区域框中的所有工序节点绑定为同一生产节拍。对于某工序出现不合格品的异常情况时,在该工序建立一条不合格品处理工艺路线:以该工序为起始工序和终止工序,拖拽建立多个附加工序节点并连线,以表示工序执行方向,该工序与多个附加工序节点构成不合格品处理工艺路线;
存储该工序ID、不合格品处理工艺路线ID作为工序与不合格品处理工艺路线的对应关系。

图3 逻辑模型实施实例图
通过制造执行系统(MES)的图形化操作界面对逻辑模型中的节点和连线进行定义与存储。建立产品工艺路线,产品工艺路线属性包括ID、编码、名称、版本、创建日期、创建人等。拖拽工序节点的方框,定义工序节点的具体节点名称,如XXX工序。存储工序节点的ID,编码,名称,节点长度、节点宽度、节点位置X轴坐标、节点位置Y轴坐标,节点图标地址,z轴坐标。通过节点长度、节点宽度、节点位置X轴坐标、节点位置Y轴坐标,定义方框。计算机屏幕横向为x轴,纵向为y轴,z轴就是垂直计算机屏幕的轴,z越大,越靠近人这个方向,越小就越远离人。计算机屏幕的z轴坐标为0,越往屏幕里越小。拖拽连接线,连接工序节点与工序节点,系统存储开始节点ID,结束节点ID,折点横坐标、折点纵坐标。在逻辑模型中,对工序节点进行说明如下。工序节点具有类型属性,分别为生产类、仓储类、质检类。系统存储工序节点ID,类型ID作为工序与其类型的关系。质检类的工序节点具有质检项目属性。质检项目配置质检标准。质检标准分为普通型、数值型和选项性。普通型表示以文本作为质检结果。数值型表示以数值作为质检结果,需要配置上限值、标准值、下限值。选项性表示以选项值作为质检结果,需要配置选项数量和内容。对并行工序组进行说明如下。一组并行生产工序可以被定义为并行工序组。并行工序组具有决策类型属性,包括操作员决策、任一完成和同时完成。当生产任务按照工艺路线走到并行工序组时,根据并行工序组类型进行任务执行。如果并行工序组类型是操作员决策,生产任务具体由哪个工序执行,由操作员决定。如果并行工序组类型是任一完成,生产任务在任一工序完成就算完成。如果并行工序组类型是同时完成,生产任务在全部工序完成才算完成。对并行工序组的实施方法进行说明如下。显而易见地,通过制造执行系统(MES)的图形化操作界面对节点与连线进行创建。对于并行工序组,拖动一个方框将并行工序组中的工序节点包围。实现方法为,对于并行工序组,获取组内左上角节点左上角横坐标、纵坐标,右下角节点右下角横坐标、纵坐标,计算出覆盖区域,添加边框宽度,生成囊括所选节点的外层区域框大小。这个框位于工序节点底层,所以该节点Z轴坐标为生产单元节点Z轴坐标减1。并行工序组内的工序节点具有组编码属性,组编码为相同编码,即表示同一组编码的工序节点为一个并行工序组。对刚性工序组的实施方法进行说明如下。显而易见地,通过制造执行系统(MES)的图形化操作界面对节点与连线进行创建。对于刚性工序组,拖动一个方框将刚性工序组中的工序包围。实现方法为,对于刚性工序组,获取组内左上角节点左上角横坐标、纵坐标,右下角节点右下角横坐标、纵坐标,计算出覆盖区域,添加边框宽度,生成囊括所选节点的外层区域框大小。这个框位于生产单元节点底层,所以该节点Z轴坐标为工序节点Z轴坐标减1。刚性工序组内的工序节点具有组编码属性,组编码为相同编码,即表示同一组编码的工序节点为一个刚性工序组。
建立产品工艺路线后,在工序中选择物理模型中的生产单元,完成逻辑与物理的绑定,选择逻辑模型中的一个工序节点,触发物理模型生产单元列表,在列表中选择一个或者多个生产单元;
存储逻辑模型的工序节点与物理模型的生产节点之间的对应关系,包括工序ID,工序编码、工序名称、生产单元ID、生产单元编码、生产单元名称。通过制造执行系统(MES)的图形化操作界面对生产单元与工序进行绑定。选择产品工艺路线中的某一工序,选择若干生产单元,工序与生产单元为一对多的关系。表示该工序可以在若干生产单元上进行生产。系统存储工序ID、生产单元ID作为工序与生产单元的绑定关系。对刚性工序组绑定刚性生产单元组进行如下说明。选择产品工艺路线中的某一刚性工序组,选择刚性生产单元组的某一刚性生产单元组。系统校验刚性工序组中的工序数量和刚性生产单元组的生产单元数量,工序数量必须小于等于生产单元数量。如果工序数量与生产单元数量相等,系统将工序与生产单元一对一自动绑定,存储工序ID与生产单元ID。如果工序数量小于生产单元数量,人工对工序与生产单元进行绑定。刚性工序组中的工序只能与选择的刚性生产单元组中的生产单元进行绑定,不能与选择的刚性生产单元组中生产单元以外的生产单元进行绑定。即如果某一刚性工序组中的工序绑定了某一刚性生产单元组的生产单元,那么这个刚性工序组中的其他工序只能和这个刚性生产单元组的生产单元进行绑定。

图4 选矿生产模型图
通过制造执行系统(MES)的图形化操作界面建立逻辑模型。为逻辑模型中的每一工序选择物理模型中的生产单元。如图所示,说明选矿厂典型生产流程。D1球磨机下游设备为D2一次旋流器给矿箱。D2一次旋流器给矿箱下游设备D3一次旋流器。D3一次旋流器下游设备D4和D5,同时D3一次旋流器可以返回给D1球磨机。D4和D5为并行设备,都可以承接D3。D3和D4、D5为1对多的关系。D4和D5下游设备为D6二次旋流给矿箱。D4、D5和D6位多与1的关系。D6下游设备为D7二次旋流器1#和D8二次旋流器2#。D7、D8的下游设备为D9、D10、D11、D12.D9、D10、D11、D12位并行关系。D7、D8与D9、D10、D11、D12为多对多关系。这样就实现了工序之间的关系,实现了工序上下游的一对多,多对一,多对多。
通过本文论述的建模方法,能够描述工序之间、设备之间的多对多关系,能够描述刚性生产线及并行产线,简化了制造执行系统中组织机构与物理模型的常用配置方法。
猜你喜欢刚性工序编码120t转炉降低工序能耗生产实践昆钢科技(2022年2期)2022-07-08自我革命需要“刚性推进”当代陕西(2022年5期)2022-04-19基于SAR-SIFT和快速稀疏编码的合成孔径雷达图像配准四川轻化工大学学报(自然科学版)(2021年1期)2021-06-09《全元诗》未编码疑难字考辨十五则汉字汉语研究(2020年2期)2020-08-13加权p-Laplace型方程的刚性河南科学(2020年3期)2020-06-02大理石大板生产修补工序详解(二)石材(2020年4期)2020-05-25子带编码在图像压缩编码中的应用电子制作(2019年22期)2020-01-14土建工程中关键工序的技术质量控制建材发展导向(2019年10期)2019-08-24Genome and healthcare疯狂英语·新读写(2018年3期)2018-11-29锻锤的打击效率和打击刚性制造技术与机床(2017年3期)2017-06-23栏目最新:
- 2024年度在理论学习中心组关于群众路线...2024-01-16
- 在退役军人事务工作领导小组会议上讲话...2024-01-15
- 中秋国庆队伍教育管理工作动员部署会议...2024-01-15
- 2024年度区委书记在文旅农康融合发展大...2024-01-14
- 医院纪检监察干部队伍教育整顿个人党性...2024-01-14
- 教师演讲稿:牢记育人使命,涵养高尚师德...2024-01-13
- 2024年组织部长在市委理论学习中心组专...2024-01-13
- 2024年区人民法院案件质量评查办法(2篇...2024-01-13
- 2024年区长在指导某街道干部作风建设动...2024-01-11
- 在公司成立周年大会上讲话(3篇)(完整...2024-01-10
相关文章: